
સેમી-ઓટો હીટ ટ્રાન્સફર સ્ક્રીન પ્રિન્ટીંગ લાઇન
સ્ક્રીન પ્રિન્ટીંગ મશીન
પરિશિષ્ટ
1. 1 એપ્લિકેશન શ્રેણી:
ZSA-1B મશીન કાગળ, PCB, પ્લાસ્ટિક, ધાતુ, કાચ અને બનેલી પ્રોડક્ટના પ્રિન્ટિંગ માટે યોગ્ય છે.
1.2.વિશેષતા:
1.2.1 સ્ટેનલેસ સ્ટીલ વર્કટેબલ, ફ્રન્ટ-બેક અને જમણે-ડાબે ઇંચિંગ એડજસ્ટ કરો અને પ્રિન્ટિંગની પ્રક્રિયા ઝડપી અને સરળ.
1.2.2 ત્રણ નિયંત્રણ પદ્ધતિઓ પસંદ કરી શકાય છે: મેન્યુઅલ, સિંગલ, ઓટોમેટિક
1.2.3 શાહીની વિવિધતા સાથે મેચ કરવા અને અલગ પ્રિન્ટિંગ અસર મેળવવા માટે, સ્ક્રેપર અને શાહી પુનઃ દાવો કરતી સ્લાઇસને જમણી કે ડાબી બાજુએ રોકવા માટે નિયંત્રિત કરી શકાય છે.
1.2.4 વિખ્યાત ઉત્પાદકો, આયાતી મોટર અને PLC દ્વારા બનાવેલ ઉત્તમ વિદ્યુત તત્વો અપનાવવા.ઉચ્ચ ચોકસાઇ ગ્રાઇન્ડેડ રેખીય માર્ગદર્શિકા મશીનની સરળ ચાલ અને ડ્યુરા બિલિટીની બાંયધરી આપે છે.
2. વિશિષ્ટતાઓ
| 1 | મોડલ | XH-6090 |
| 2 | મહત્તમ પ્રિન્ટીંગ વિસ્તાર | 600x900mm |
| 3 | વર્કટેબલનું પરિમાણ | 700x1000 મીમી |
| 4 | મહત્તમ સ્ક્રીન ફ્રેમ | 1380x1100mm |
| 5 | જાડાઈ | 0-20 મીમી |
| 6 | મહત્તમ પ્રિન્ટીંગ ઝડપ | 13/મિનિટ |
| 7 | હવાનું દબાણ | 3HP, 5.5-7.7kg/cm2 |
| 8 | વીજ પુરવઠો | 380V,2KW |
| 8 | એકંદર કદ | 1600mm*1060mm*1680mm |
| 9 | વજન | 580 કિગ્રા (લગભગ) |
| 10 | કેસ રંગ | સફેદ/વાદળી |
અમે વપરાશકર્તાઓ માટે અન્ય કદ કસ્ટમાઇઝ કરી શકીએ છીએ.કસ્ટમાઇઝ કરેલ કદ અને વજન pls તેના બદલે વાસ્તવિક ઉત્પાદનને વળગી રહે છે.


3. ઓપરેશન પેનલ વર્ણન
- પાવર સૂચક
- squeegee પ્રિન્ટીંગ માટે બેરોમીટર
- પ્રિન્ટીંગ સ્પીડ રેગ્યુલેટીંગ નોબ
- ઓઇલ રીટર્ન સ્પીડ રેગ્યુલેટીંગ નોબ
- પ્રિન્ટિંગ ગણતરી
- બીજું પ્રિન્ટીંગ
- ઓપરેશન મોડ
- સ્વતઃ સમય પ્રદર્શન
- આપોઆપ સમય
- ચડતા ઉતરતા
- તેલ પરત
- સ્ક્રેપિંગ રૂપાંતરણ
- એર સક્શન મોડ
- ઝડપી તેલ વળતર
- પ્રિન્ટીંગ
- ચાલુ/બંધ ભઠ્ઠી
- સ્ક્રેપર દબાણ
- સુરક્ષા વાલ્વ
- પ્રિન્ટીંગ હેડ
4. ઇન્સ્ટોલેશન અને ટેસ્ટ
4.1 મશીન સ્વચ્છ વાતાવરણમાં સ્થાપિત હોવું જોઈએ અને તાપમાન 18-28 ડિગ્રી રાખવું જોઈએ.
4.2 ચેક ફાસ્ટનર સારી રીતે ફિટ છે, અને લાકડાના બોક્સને ખોલ્યા પછી ફરતા ભાગમાં લ્યુબ્રિકેશન ઓઈલ છે.મશીન માટે સારી રીતે ઇન્સ્ટોલ કરવાની જગ્યા પસંદ કરો, 4 રબરને પગમાં ફિટ કરો, તેને એડજસ્ટ કરો અને વર્કિંગ ટેબલને આડા રાખો.ગ્રાઉન્ડ વાયર મશીન સાથે જોડાયેલા હોવા જોઈએ.
4.3 ડબલ કલર વાયર ગ્રાઉન્ડ વાયર છે, અન્ય ફાયર વાયર છે.વાયર સારી રીતે જોડાયેલા હતા પછી.'મેન્યુઅલ' માટે 'ઓપરેશન મોડ' દબાવો.
'કંસ્ટન્ટ સક્શન' માટે 'એર સક્શન મોડ' દબાવો.
પાવર ચાલુ કરો (ચિત્ર 1.4 જુઓ).'સેફ્ટી વાલ્વ' ચાલુ કરો.
જેનાથી ફેન કામ કરશે.વર્કિંગ ટેબલ પર લેગર સરફેસ પેપર મૂકો, જો પેપર વર્કિંગ ટેબલ દ્વારા ચૂસવામાં આવ્યું હોય.તેનો અર્થ એ કે વાયર કનેક્શન યોગ્ય છે.જો કાગળ પવનથી ઉડી ગયો હોય, તો તેનો અર્થ એ છે કે પાવર ફાયર વાયર તબક્કામાં વિરુદ્ધ છે, કોઈપણ બે ફાયર વાયરને ઉલટાવી દો.
4.4 મશીન માટે હવાનું દબાણ 5.5~7KG/cm છે2.જો હવાનું દબાણ સંખ્યા કરતા ઓછું હોય, તો એડજસ્ટરને ખેંચો, ઘડિયાળની દિશામાં ફેરવો, હવાનું દબાણ વધારવું.ઘડિયાળની વિરુદ્ધ દિશામાં ફેરવવાથી હવાનું દબાણ ઓછું થશે.
4.5 'મેન્યુઅલ' નિયંત્રણ માટે 'ઓપરેશન મોડ' દબાવો.મશીન ઉપર અને નીચે, ડાબી અને જમણી હિલચાલનું પરીક્ષણ કરો.
'સ્ક્રેપિંગ કન્વર્ઝન' બટન દબાવો, સ્ક્રેપર અને ઓઇલ રીટર્ન સ્ક્રેપરનું પરીક્ષણ કરો.
સાવધાન: ઉપરોક્ત તમામ સારી રીતે કામ ન કરે ત્યાં સુધી બીજું ઑપરેશન કરી શકાયું નથી.નહિંતર, મશીનને નુકસાન થશે.
4.6 ઉપર સમાપ્ત, ઓટોમેટિક અને સિંગલ પ્રિન્ટીંગ ટેસ્ટને અનુસરીને.
4.6.1 'ઓપરેશન મોડ'ને 'સિંગલ' પર દબાવો, પગના પેડલને સ્ટેપ કરો, પછી એક વખત પ્રિન્ટિંગ સમાપ્ત કરો.
4.6.2 'રેપિડ ઓઈલ રિટર્ન બટન' દબાવો, સ્ક્રીન ડિસ્પ્લે

ચળવળ છે:
નીચે - સ્ક્રેપર ડાબી હિલચાલ - ઉપર, સ્ક્રેપર જમણી હિલચાલ
પ્રિન્ટીંગ કાર્યક્ષમતા વધારી શકે છે.
4.6.3 'બીજું પ્રિન્ટિંગ' ચાલુ દબાવો, હિલચાલ છે:
ડાઉન — સ્ક્રેપર ડાબી હિલચાલ — જમણે —- ડાબે — જમણે — ઉપર
ગાઢ શાહી પ્રિન્ટીંગ માટે યોગ્ય.
4.6.4 ઓટોમેટિક માટે 'ઓપરેશન મોડ' દબાવો, ટાઈમર કંટ્રોલ KT(0~10S)ને સમાયોજિત કરો.મશીને તમામ હિલચાલ આપોઆપ પૂર્ણ કરી.(કુશળ કાર્યકર માટે યોગ્ય, તેના બદલે ફૂટ પેડલ)
4.6.5 ઇમરજન્સી બટન
જ્યારે મશીન ચાલુ હોય ત્યારે ઈમરજન્સી બટન ઉપર જઈ શકે છે.ઇમરજન્સી બટનનો ઉપયોગ કર્યા પછી મશીનને ચાલતું કરવા માટે ફૂટ પેડલને પગથિયાં મારવા જ જોઈએ.
5. ઓપરેશનનું વર્ણન કરો
5.1.નેટ ફ્રેમ ઇન્સ્ટોલ અને એડજસ્ટ કરો
'ઓફર એર' તરફ વળો (ચિત્ર1.35 તરીકે), સ્ક્રેપરને ઉપર બનાવો, નેટ ફ્રેમ આર્મ સ્ક્રૂને ઢીલો કરો (ચિત્ર1.9 તરીકે).નેટ ફ્રેમ આર્મને બંને બાજુએ યોગ્ય લંબાઈમાં એડજસ્ટ કરો (ચિત્ર2.25 તરીકે), નેટ ફ્રેમને ક્લેમ્પ પર ઇન્સ્ટોલ કરો અને પછી સ્ક્રૂને ચુસ્ત કરો.(ચિત્ર 1.29 તરીકે).પૂર્ણ સ્થાપિત, સ્ક્રૂ સજ્જડ.(ચિત્ર 1.9 તરીકે)
5.2.પ્રિન્ટિંગ કદને સમાયોજિત કરો.
તમારી વિનંતી અનુસાર પ્રિન્ટિંગ પહોળાઈને સમાયોજિત કરવા માટે પ્રિન્ટિંગ સ્ક્રેપર રબરને બદલો.(ચિત્ર 1.33 તરીકે).
પ્રિન્ટીંગની લંબાઈને સમાયોજિત કરો: 2 સ્ક્રૂ લૂઝ કરો (ચિત્ર1.11 તરીકે), ડાબે અને જમણે યોગ્ય જગ્યાએ ગોઠવો.સ્ક્રૂને ચુસ્ત કરો.
પ્રિન્ટીંગ અને ઓઈલ રીટર્ન સ્પીડ એડજસ્ટ કરો (ચિત્ર3 તરીકે) 'પ્રિન્ટિંગ સ્પીડ', તમારી યોગ્ય ઝડપે.
5.3. સ્ક્રેપરને સમાયોજિત કરવા અને તેલની છરી પરત કરવા માટે નીચેના ક્રમને અનુસરો.
aપરિભ્રમણ: પરિભ્રમણને સમાયોજિત કરવા માટે 4 સ્ક્રૂ (ચિત્ર1.24 તરીકે) છોડો.
bસમાંતર: સ્ક્રેપર રાખવા માટે 4 સ્ક્રૂ (ચિત્ર 1.12 તરીકે) સમાયોજિત કરો અને નેટ ફ્રેમ સપાટી સાથે સમાંતર તેલની છરી પરત કરો.
cસ્પીડ: સ્ક્રેપર અને ઓઈલ રીટર્ન નાઈફની લિફ્ટ સ્પીડને નિયંત્રિત કરવા માટે જમણી બાજુએ 4 સ્ક્રૂ (ચિત્ર1.12 તરીકે) એડજસ્ટ કરો.સ્ક્રેપરની ઝડપને નિયંત્રિત કરવા માટે 'પ્રિન્ટિંગ સ્પીડ' એડજસ્ટ કરો.
ડી.સ્ક્રેપર માટે દબાણ: સ્ક્રેપરના દબાણને નિયંત્રિત કરવા માટે પ્રેશર વાલ્વ (ચિત્ર1.39 તરીકે) એડજસ્ટ કરો (ચિત્ર1.38 તરીકે).બેરોમીટરથી નંબર વાંચો.
ઇ.સ્ક્રેપર અને ઓઇલ રીટર્ન નાઇફને અનલોડ કરવા માટે નોબ 'પ્રિન્ટિંગ હેડ'ને બહાર ખેંચો (ચિત્ર 3.19 તરીકે).તવેથો અને ઓઇલ રિટર્ન નાઇફ 'પ્રિંટિંગ હેડ' દબાવો.
5.4.નેટ ફ્રેમ અને વર્કટેબલ વચ્ચેની ઊંચાઈને સમાયોજિત કરો.(વર્કપીસની જાડાઈ અનુસાર) મશીનની પાછળ, દરવાજો ખોલો.
સ્ક્રૂ ઢીલો કરો.(નીચેનો ફોટો જુઓ) સળિયાને ઘડિયાળની વિરુદ્ધ દિશામાં ઉપર તરફ ફેરવો, સળિયાને ઘડિયાળની દિશામાં નીચે તરફ ફેરવો.
સ્ક્રૂને ચુસ્ત કરો.

| ના. | નામ | ના. | નામ |
| 1 | પેડલ સ્વીચ માટે એડેપ્ટર | 22 | તવેથો માટે એર ડ્રમ |
| 2 | યુનિવર્સલ વ્હીલ | 23 | શાહી છરી લોક સ્ક્રૂ |
| 3 | પાવર ઇનપુટ | 24 | શાહી છરી રોટેટિવ એડજસ્ટર |
| 4 | વીજળીનું બટન | 25 | નેટ ફ્રેમનો આર્મ |
| 5 | વર્કટેબલ માટે માઇક્રો એડજસ્ટર | 26 | લિફ્ટ નેટ ફ્રેમ માટે પિલર |
| 6 | વર્કટેબલ લોક સ્ક્રૂ | 27 | લિફ્ટ નેટ ફ્રેમ માટે સ્પીડ એડજસ્ટર |
| 7 | નેટ ફ્રેમ રોટેટિવ એડજસ્ટર | 28 | લિફ્ટ નેટ ફ્રેમ એર ડ્રમ |
| 8 | નેટ ફ્રેમ ઊંચાઈ સમાયોજિત સ્ક્રૂ | 29 | નેટ ફ્રેમને સજ્જડ કરવા માટે સ્ક્રૂ કરો |
| 9 | નેટ ફ્રેમ ડાબે અને જમણે એડજસ્ટેડ સ્ક્રૂ | 30 | ડાબી અને જમણી નેટ ફ્રેમ |
| 10 | મોટર | 31 | વર્ક ટેબલ |
| 11 | ચળવળ લોકર | 32 | શાહી છરી માટે હૂક |
| 12 | સ્ક્રેપર સ્પીડ એડજસ્ટર | 33 | તવેથો |
| 13 | 34 | શાહી છરી | |
| 14 | તવેથો માટે એર ડ્રમ | 35 | તવેથો માટે એર ડ્રમ |
| 15 | 36 | તત્કાલીન બંધ | |
| 16 | સાંકળ ખેંચો | 37 | પેનલ |
| 17 | 38 | સ્ક્રેપર બેરોમીટર | |
| 18 | બાહ્ય શેડ | 39 | સ્ક્રેપર પ્રેશર એડજસ્ટર |
| 19 | 40 | ઇલેક્ટ્રિકલ બોક્સનો દરવાજો | |
| 20 | શાહી રીટર્ન નાઇફ પ્રેશર એડજસ્ટર | 41 | પગ પેડલ |
| 21 | સ્ક્રેપર પ્રેશર એડજસ્ટર |

6. જાળવણી:
6.1.વર્કટેબલ પર સક્શનના છિદ્રને અવરોધિત કરતી શાહી અને કાર્બનિક દ્રાવકને ટાળો.
6.2.દરેક કાર્યકારી શિફ્ટ પર થાંભલા પર થોડું એન્જિન તેલ 10# મૂકો.
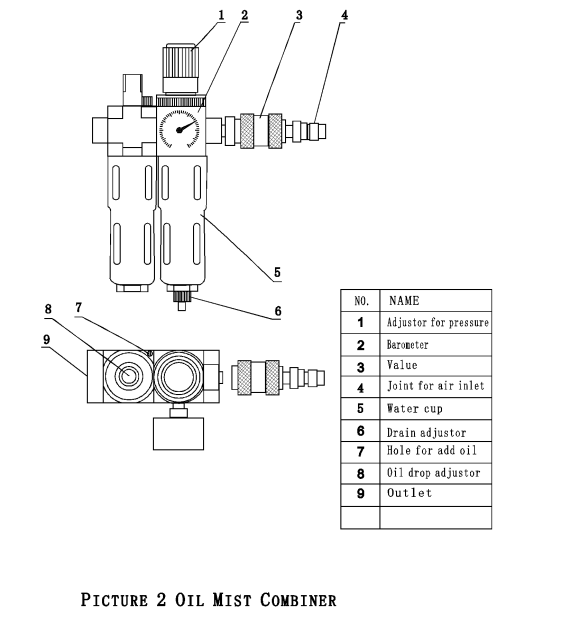
6.3.મશીનમાં ઓઈલ મિસ્ટ કોમ્બાઈનર છે (ચિત્ર 2 જુઓ).
6.4.ફિલ્ટરને સાફ કરો (ચિત્ર 2.7 તરીકે).હવા આપો, ડ્રેઇન નોબ ફેરવો (ચિત્ર 2.8 તરીકે).
વોટર કપ (ચિત્ર 2.7 તરીકે) આવર્તનમાં સ્પોન્જ ધોવા.ફિલ્ટરને ઉતારો, સ્પોન્જને બહાર કાઢો, થોડી મિનિટો તેને સાફ પાણીમાં છોડી દો અને તેને સૂકવી દો.
7. જોડાણ
1. ઓપરેશન મેન્યુઅલ
2. સ્ક્રુડ્રાઈવર 2 પીસી, 10' સ્પેનર, હેક્સ સ્પેનર, રોબ
3. 4 રબર પગ
4. સ્ક્રેપર અને શાહી રીટર્ન છરી 350, 400

******************************************************** ******************************************************** ******************************************************** ******************
પાઉડર કોટિંગ મશીન

સંક્ષિપ્ત વર્ણન
પ્રિન્ટીંગ પછી કોરોલરી સાધનો જે પરંપરાગત હેન્ડવર્કને બદલે છે.આ મશીન લાગુ કરવા માટે અનુકૂળ, ઉચ્ચ અસરકારક, લવચીક અને દૂષણ મુક્ત છે, જે ઉત્પાદકતા અને કાચા માલનો ઉપયોગ તેમજ સુંદર ચિત્રો ઉત્પન્ન કરે છે.
આ મશીનમાં, મુખ્ય સ્થાન માટેના ભાગો જેમ કે પાવડર સકિંગ, ટ્રાન્સડ્યુસર ટકાઉ અને સ્થિર ફાયદા સાથે આયાત કરવામાં આવે છે.ખાસ કરીને, આ મશીન જેની પાસે કાગળ, ફિલ્મ, ગ્લિટર અને ગરમ ગલન પાવડરની ઉચ્ચ આવશ્યકતા હોય તેની સાથે સારી રીતે કાર્ય કરે છે.આ મશીનની તમામ ડ્રાઈવો અનંત ગતિની વિવિધતા છે.જો જરૂરી હોય તો, તે સૂકવવાના સાધનો અને યુવી ફોટો-ક્યોર સાધનો સાથે પણ જોડાઈ શકે છે.
મુખ્ય તકનીકી પરિમાણો:
| મોડલ | કુલ શક્તિ | ટ્રાન્સમિશન બેલ્ટની પહોળાઈ | પાવડરિંગની પહોળાઈ | કાગળની જાડાઈ | એકંદર પરિમાણો | ઝડપ (Pcs/કલાક) |
| ZSCT-II | 4.5KW | 1000(મીમી) | 900(મીમી) | 1–5(મીમી) | 2000*1700*2000 | 2000 |
મશીન ચલાવતા પહેલા મેન્યુઅલ કાળજીપૂર્વક વાંચો.ઇલેક્ટ્રિક પાવર સાથે કનેક્ટ કરતા પહેલા કોઈપણ બટનને સમાયોજિત કરશો નહીં.
પ્રક્રિયા સૂચિપત્ર
હૂંફાળું રીમાઇન્ડર: ફિલ્મ પસાર થાય ત્યાં સુધી પાવડર વેરવિખેર થશે નહીંસેન્સર

આ મશીન ઉપરની તરફ અને નીચેની તરફ પાવર ચૂસવા માટે તેમજ ડિલિવરી, ડસ્ટિંગ, પાવડર ફીડિંગ અને ઈલેક્ટ્રોસ્ટેટિક ન્યુટ્રલાઈઝર માટે અલગ સ્વીચોથી સજ્જ છે.
સ્ટાર્ટ-અપ પ્રક્રિયા
- ડાબા કેસ પર મુખ્ય પાવર ચાલુ કરો.
- પાવર સ્વીચ ચાલુ કરો (ચિત્ર II-2 જુઓ).
- અપવર્ડ પાવર સકિંગ મોટરને ચાલુ કરો (ચિત્ર II-8 જુઓ), અને ટ્રાન્સડ્યુસરની આવર્તનને 38-42HZ પર યોગ્ય ઠેરવો.
- ડાઉનવર્ડ પાવર સકિંગ મોટરને ચાલુ કરો (ચિત્ર II-11 જુઓ), અને ટ્રાન્સડ્યુસરની આવર્તનને 55-65HZ સુધી યોગ્ય ઠેરવો.
- ડિલિવરી પાવર ચાલુ કરો (ચિત્ર II-4 જુઓ), અને સ્વિચને 20-65HZ પર ગોઠવો.
- પાવડર ફીડિંગ એડજસ્ટર ચાલુ કરો (ચિત્ર II-15 જુઓ), અને સ્વિચને 20-65HZ પર એડજસ્ટ કરો.
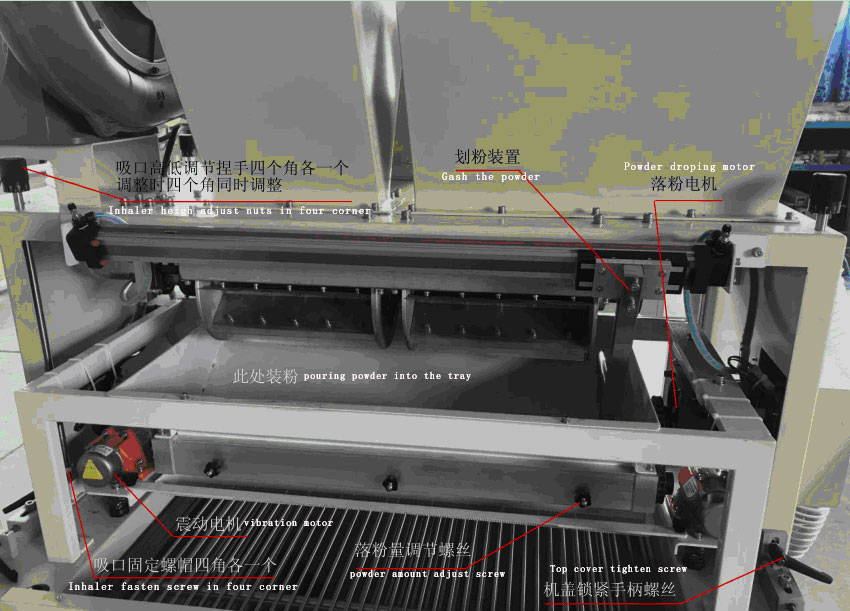
- ડસ્ટ ટ્રેમાં ગરમ ગલન પાવડર રેડો, અને પછી ડસ્ટિંગ મોટર ચાલુ કરો (ચિત્ર II-17 જુઓ).પ્રથમ, ડસ્ટિંગની ઝડપને સમાયોજિત કરવી (ઝડપી, વધુ પાવડર).અથવા પાવડરની માત્રાને ન્યાયી ઠેરવવા માટે ડસ્ટિંગ ફનલ (ચિત્ર I-4 જુઓ) હેઠળ ત્રણ બદામને સમાયોજિત કરો, જેથી પાવડરની જાડાઈ અને સંતુલન માટે ઉત્પાદનની જરૂરિયાત પૂરી થઈ શકે.
- ડાબા કેસ પર પાવડર કલેક્ટર (ચિત્ર II-21 જુઓ) પાવડર-સાયકલિંગને પ્રોત્સાહન આપવાનું કાર્ય ધરાવે છે.સામાન્ય રીતે, તે 60 થી 70 સુધીની શ્રેણીમાં ફેરવાય છે.
- ઇલેક્ટ્રોસ્ટેટિક ન્યુટ્રલાઈઝર સ્વીચ ખોલો (ચિત્ર II-13 જુઓ)
મશીન એડજસ્ટ કરો
1.પાઉડર ચૂસીને ઉપરની તરફ અને નીચેની તરફ 2-3mm વચ્ચેની જગ્યાને સમાયોજિત કરવી.
જો ઓપરેટ કરતી વખતે સેમ્પલ પર હજુ પણ ગિયર વ્હીલ હોય (સામાન્ય રીતે, તે રોલઆઉટ પહેલા જ એડજસ્ટ કરવામાં આવ્યું હોય), તો તમે ઉત્પાદનની જરૂરિયાતને પહોંચી વળવા માટે પાવર સકીંગ માટે ઊંચાઈને ફાઇન-ટ્યુન કરી શકો છો.
1.1 ખૂણા પર ચાર બદામ છોડો.રીમાઇન્ડર: ચાર બદામ છોડ્યા પછી જ ઊંચાઈને સમાયોજિત કરો.(ચિત્ર જુઓ)
1.2 અખરોટને છોડો (ચિત્ર 1 જુઓ), પાવર સકીંગ માટે ઉપરની તરફ ઊંચાઈને ફાઇન ટ્યુન કરો (જુઓ 1, 21,22).અથવા (ચિત્ર 1 જુઓ) અંતર નજીક આવતા ઘડિયાળની દિશામાં ફેરવો.ગેપ પહોળો થતાં ઘડિયાળની વિરુદ્ધ દિશામાં વળો.
1.3 પાવડર ચૂસવાની જગ્યા પર ચાર બદામને બારીક ફેરવો, તેને સંતુલિત કરો.(ચિત્ર 1 જુઓ) કાળા સ્ક્રૂને કડક કરો (ચિત્ર 1 જુઓ)
પાવડર રિસાયક્લિંગ પ્રક્રિયા
1. જો ઉત્પાદન પર પાવડરના અવશેષો હોય તો, ઉપરની તરફની મોટરને ચૂસતી પાઉડરની ગતિમાં વધારો કરવો વધુ સારું છે (ચિત્ર Ⅱ-8 જુઓ).જો કે, હવાના ઊંચા પ્રવાહને કારણે પેપર જામ થઈ શકે છે, સરળતાથી ગોઠવો.
જો ઉત્પાદન પર હજુ પણ પાઉડરના અવશેષો હોય, તો ઉપરની તરફ પાવડર ચૂસવાની ઝડપ વધાર્યા પછી, ઉપર અને નીચેની ઊંચાઈ તપાસો.જો ગેપ ખૂબ પહોળો હોય, તો ઊંચાઈને સમાયોજિત કરવા માટે અગાઉના પગલાને અનુસરો.
હવાના છિદ્રને અવરોધિત કરવા માટે પાવડર વિના ડસ્ટિંગ બેગ તપાસો.પાવડરની જાડાઈ અનુસાર, હવાના છિદ્રને અવરોધિત ન કરવા માટે ધૂળની થેલી સાફ કરવી જરૂરી છે.
મશીનની નીચેની બાજુ તપાસો, ખાતરી કરો કે પાવડર રિસાયક્લિંગ સહાયક સિસ્ટમ ચાલુ છે.
શેકિંગ પાવડરની માત્રાનું નિયમન
- પાવડર શેક સ્પીડ કંટ્રોલર એડજસ્ટ કરો (ચિત્ર II-22 જુઓ).
2. પાવડર શેક સ્પીડ કંટ્રોલરને સમાયોજિત કરો (ચિત્ર II-22 જુઓ) હજુ પણ તમારી માંગ સુધી પહોંચી નથી.પાંજરાની ડાબી બાજુએ સ્ક્રૂ ગોઠવી શકાય છે (ચિત્ર જુઓ).
પાવર બંધ કરવાની પ્રક્રિયા
- ડસ્ટ ટ્રેના રેગ્યુલેટરને બંધ કરો (ચિત્ર II -17 જુઓ)
- ધ્રુજારીનું રેગ્યુલેટર બંધ કરો (ચિત્ર Ⅱ-22 જુઓ)
- પાવર સકીંગની સ્વીચને ઉપર તરફ બંધ કરો (ચિત્ર II-7 જુઓ)
- નીચે તરફ ચૂસતી પાવરની સ્વીચ બંધ કરો (ચિત્ર II-10 જુઓ)
- ડિલિવરીની સ્વીચ બંધ કરો (ચિત્ર II-4 જુઓ)
- ની સ્વીચની સ્વીચ (ચિત્ર II-21 જુઓ)
- પાવડર પહોંચાડવાના નિયમનકારની સ્વિચ (ચિત્ર Ⅱ-15 જુઓ)
- મુખ્ય પાવરની સ્વીચ બંધ કરો (ચિત્ર II-2 જુઓ)
- કંટ્રોલ પેનલને સાફ કરો અને તેને ડસ્ટ જેકેટથી ઢાંકી દો
મશીન હાજરી
1. થોડા સમય માટે ઓપરેટ કર્યા પછી, બેફલ ખોલો અને તે સક્રિય ભાગોને 20# એન્જિન ઓઈલથી ભરો.જો સાંકળ ઢીલી હોય, તો એડજસ્ટ કરવા માટે સ્થિતિસ્થાપક ગિયરનો ઉપયોગ કરો.
2. ગ્લિટર અને હોટ મેલ્ટિંગ પાવડર જેવા કાચા માલને બદલતી વખતે, પાવડર મિશ્રિત ન થાય તે માટે આ બધા ભાગોને સાફ કરવા માટે સંકુચિત હવાનો ઉપયોગ કરો.
3. પાવડરની જાડાઈ અનુસાર, હવાના છિદ્રને અવરોધિત ન કરવા માટે ધૂળની થેલી સાફ કરવી જરૂરી છે.
ઓપરેશન ખાલી મશીન
મશીન ઉદય માટે સ્વીચ ચાલુ કરો (ચિત્ર 3 જુઓ).મશીનનો ઉપરનો અડધો ભાગ ઉપરની સ્વીચ ચાલુ કરો, નહીં તો નીચે આવો.
ડિલિવરી સ્વિચને ઓટોમેટિક પર ફેરવો (ચિત્ર II-4 જુઓ), અને અન્ય તમામ સ્વિચ બંધ કરો, પ્રી-હીટિંગ ફિલ્મ પસાર કરો.
ફોલ્ટ રિઝોલ્યુશન
1. કૃપા કરીને સ્પીડ ગવર્નરને બદલો જ્યારે તે કામ ન કરે.
2. જો પાઉડર પહેલાની જેમ સંપૂર્ણપણે ચૂસી ન જાય તો કૃપા કરીને મશીન હાજરીની સૂચનાને અનુસરો.અથવા તમે આ સમસ્યાનો સામનો કરવા માટે ડેસ્ટેટાઇઝર પણ વધારી શકો છો.
3. કૃપયા પાઉડર તપાસો કે શું તે સ્વચ્છ અને શુષ્ક છે જો મુશ્કેલીમાં ધૂળ ઉડે છે.જો પાવડર ભીનો હોય, તો કૃપા કરીને તેને સૂર્યની નીચે ઇન્સોલેટ કરો.
4. જો પાવડર રિસાયક્લિંગ ટ્યુબ બ્લોક હોય, તો કૃપા કરીને ફ્રેમના તળિયે તપાસો કે અવશેષ સહાયક સિસ્ટમ ચાલુ કરો.અથવા પાઉડરને નીચે તરફ ચૂસી રહ્યો છે તે તપાસો, ખાતરી કરો કે તે ચાલી રહ્યું છે.
5. સ્વીચ ચાલુ કરો મશીનનો ઉપરનો અડધો ભાગ ઉપર આવશે.




******************************************************** ******************************************************** ******************************************************** ******************
મેનીપ્યુલેટર






